|
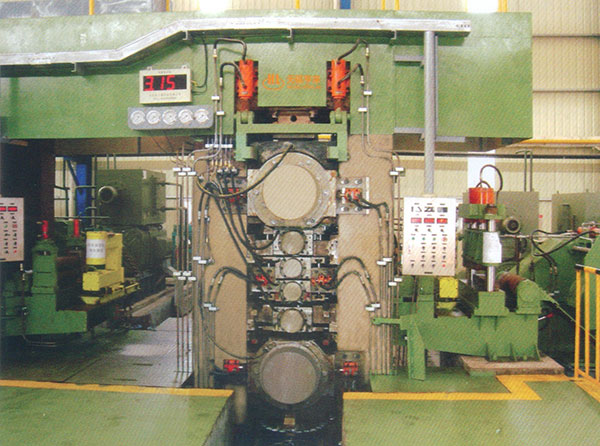
�������� Production Process
�������������Ͼ�С��������ͷ��ֱ����Һѹ������ �����塪ǰ��ȡ����ж��С��������ǰװ�á������� ��������װ��4���ȡ����ж��С����һ����������
Pay-off reel(loading car)��head straightening unit��entry tension reel(unloading car)��Front devices��six roller master mill��Rear device��exit tension reel(unloading car)��(auxiliary coiler)
��;������ Applications and function
1�� ��������̼�֡�����֡����ֵָȴ������ơ��e�ʺ����Ƹ߾��ȿ�����������
2�� ����Һѹ���װ�ú��м������װ�ã���Ѹ�ٵ����������ȣ��ı�������� ��ѹ���ֲ�����������������к��Ӵ������ﵽ���ư��κͰ��ȵ�Ŀ�ġ�
3�� ��Ʒ����ƽ�����ȶ����ɿء���Ч���ƴ��ֱ߲������ͱ����������ø�С �Ĺ������������ӵ���ѹ������������ѹ��������������ʹ��ƽ���ͣ����������ı�Ʒ�������ġ�
4�� AGC����HC�������ƾ��ȸߣ������ʺ��ڸ߾��ȿ��������������ơ�
1��Suitable for mild steel,stainless steel,and special steel,especially for high precision wider and thin coils.
2��That hydraulic bending devices and middle rolles horizontal moving installations can fast regulate the roller's gibbous degree to change the distribution of touching pressure between rollers in order to eliminate the harmful touching areas of rollers to aim to control the plate shape and gibbous degree.
3��Flat,stability,and controllable.It's effective to improve thinner of strip edges and cracks with smaller working rollers to enhance pressure force and total pressure force of rolling routes.Type of working rollers is flat rollers which reduce the requirements of spare parts and consumption.
4��It is equipped with AGC system to get high precision,which is especially suitable for rolling high precision requirempents of wider coils and thinner coils.
���ղ���Technical parameters
|
��150
��175
��460x450
|
��150
��175
��500x500
|
��165
��200
��630x650
|
��170
��260
��680x800
|
��190
��290
��800x900
|
��300
��370
��950x1050
|
��300
��410
��1050x1250
|
��400
��450
��1250x1450
|
���Ϻ��
|
1.0-2.5
|
1.0-2.5
|
1.0-3.5
|
1.0-B.5
|
2.0-4.0
|
2.0-4
|
2.0-4.0
|
2.0-4.0
|
��Ʒ���
|
0.15-1.2
|
0.15-1.5
|
0.18-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
�ִ�����
|
250-350
|
300-400
|
400-550
|
550-700
|
700-800
|
650-950
|
700-1100
|
900-1250
|
������ʽ
|
����������
|
����������
|
����������
|
����������
|
����������
|
����������
|
����������
|
����������
|
������
|
2800
|
4000
|
5500
|
7000
|
9000
|
10000
|
12000
|
15000
|
ѹ�·�ʽ
|
�綯ѹ��
|
Һѹѹ��
|
�綯ѹ��
|
Һѹѹ��
|
�綯ѹ��
|
Һѹѹ��
|
�綯ѹ��
|
Һѹѹ��
|
�綯ѹ��
|
Һѹѹ��
|
Һѹѹ��
|
Һѹѹ��
|
Һѹѹ��
|
�����ٶȣ�m/s��
|
3.5
|
4-6.5
|
3.5
|
4-8
|
3.5
|
4-8
|
3.5
|
4-10
|
3.5
|
4-10
|
15
|
8-15
|
8-15
|
���Ʋ���
|
��̼��
|
��̼��
|
����֡���̼��
|
�����
|
����֡���̼��
|
��̼��
|
��̼��
|
��̼��
|
|
��150
��175
��460x450
|
��150
��175
��500x500
|
��165
��200
��630x650
|
��170
��260
��680x800
|
��190
��290
��800x900
|
��300
��370
��950x1050
|
��300
��410
��1050x1250
|
��400
��450
��1250x1450
|
Input thickness
|
1.0-2.5
|
1.0-2.5
|
1.0-3.5
|
1.0-B.5
|
2.0-4.0
|
2.0-4
|
2.0-4.0
|
2.0-4.0
|
| Product thickness |
0.15-1.2
|
0.15-1.5
|
0.18-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
0.2-2.0
|
| Strip width |
250-350
|
300-400
|
400-550
|
550-700
|
700-800
|
650-950
|
700-1100
|
900-1250
|
| Transmission |
Working roll |
Working roll |
Working roll |
Working roll |
Working roll |
Working roll |
Working roll |
Working roll |
| Rolling force |
2800
|
4000
|
5500
|
7000
|
9000
|
10000
|
12000
|
15000
|
| Pressdown method |
electric
|
hydraulic
|
electric
|
hydraulic
|
electric
|
hydraulic
|
electric
|
hydraulic
|
electric
|
hydraulic
|
hydraulic
|
hydraulic
|
hydraulic
|
| Speed ( m/s ) |
3.5
|
4-6.5
|
3.5
|
4-8
|
3.5
|
4-8
|
3.5
|
4-10
|
3.5
|
4-10
|
15
|
8-15
|
8-15
|
| Rollling material |
common
steel |
common steel |
stainless steel��common steel |
stainless steel |
stainless steel�� common steel |
common steel |
common steel |
common steel |
|